


برش پلاسما فرآیندی است که در آن فولاد یا سایر فلزات (گاهی اوقات برخی مواد دیگر) در قطرهای مختلف توسط یک مشعل (torch) برش داده میشود. در این برش یک گاز نجیب (در برخی موارد هوای فشرده) با سرعت بالا از نازل دمیده شده و در همان لحظه یک قوس الکتریکی (Electrical ARC) بین گاز در سر نازل با سطح برش ایجاد می شود و گاز به حالت پلاسما می رود. پلاسما به اندازه کافی گرم می باشد تا فلز را ذوب کند و برش صورت پذیرد. هوای فشرده نیز به اندازهای فشار دارد که فلز ذوب شده را از مسیر برش دور نماید.
| آنچه در این مقاله می خوانید : |
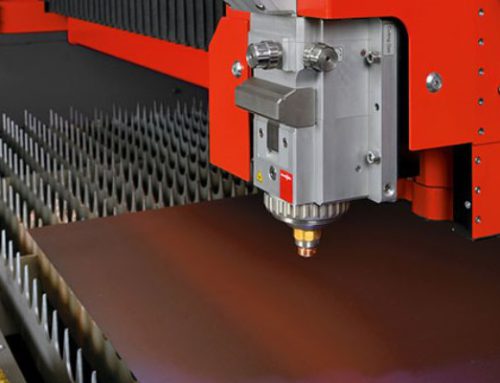
نحوه عملکرد دستگاه برش پـلاسما
در دستگاه برش پلاسما مدل hf هوا توسط جرقه ای با ولتاژ بالا در ابتدای مشعل یونیزه می شود و قوس الکتریکی شروع می گردد. این روش برای کنترل عددی یا همان سی ان سی استفاده می شود که در زمان شروع نیازی به تماس قطعه کار با تورچ نمی باشد. اما در دستگاه های برش پلاسما مدل پیشرفته تر برای اینکه ارتفاع مشعل را تنظیم نماییم باید پیش از شروع کار نوک تورچ به قطعه کار تماس داشته باشد و سپس یک گپ یا یک فضای خالی یا فاصله به وجود آید.
| 🔔 حتما بخوانید: ماکت سازی، متریال و روش های ساخت |

در این دستگاه های برش cnc پلاسما به مجرد اینکه نوک مشعل با قطعه کار تماس گرفت به سرعت یک فاصله ایجاد می شود. بخشی که مسئول کنترل کردن جرقه می باشد از نزدیکی دو سیستم برای تولید پلاسما استفاده می نماید. یک مدار با ولتاژ بالا و جریان پایین به کار رفته تا در یک زمان جرقه ای را داخل تورچ کند و کمی گاز پلاسما را به وجود آورد. قوس تولید شده به نام قوس هادی می باشد. این قوس راهی تا ابتدای مشعل به وجود آورده و تا ابتدای قطعه کار نزدیک می شود تا جایی که به قوص اصلی پلاسما برسد.
دستگاه برش پـلاسما برای شروع قوس از دو متد استفاده می نماید:

- روش اول: به وسیله قرار دادن مشعلی روی قطعه کار یک قوس ایجاد می شود و تماس به وجود می آید.
- روش دوم: با استفاده از مدار ولتاژ بالا که فرکانس بالایی دارد و قوس الکتریکی ایجاد می کند.
روش دوم احتمال خطر برق گرفتگی را دارد. این روش ممکن است باعث ایجاد تشعشعات فرکانس های رادیویی گردد. دستگاه های برش پـلاسما معمولاً در کنار سخت افزار cnc کار می کنند به همین دلیل برای کنترل نویز ها و جلوگیری از صدمه دیدن دستگاه برش پـلاسما باید از وسایلی استفاده نمود که قوس هادی را ایجاد کنند. این وسایل را در مکانی دورتر از سیستم های الکترونیکی نگهداری کرده و به آن مجموعه کنترل پـلاسما گفته می شود.
| 🔔 حتما بخوانید: برش لیزری چیست؟ |
تاریخچه برش CNC پلاسما
در سال 1960 برش پلاسما از جوش پلاسما به وجود آمد و بیست سال بعد برش پلاسما به عنوان یک روش بسیار عالی برای برش ورق و فلزات استفاده شد. برش پلاسما مزیت های بسیاری نسبت به برش فلز دارد که شامل موارد زیر است:
دستگاه برش پلاسما برای زمان هایی که نیاز به تکرار الگوی برش وجود دارد، بسیار مفید می باشد. برای مثال برای تولید بسیار زیاد از یک نمونه از برش پلاسما استفاده می شد. از روش CNC برای دستگاه های برش پلاسما در سال 1980 استفاده شد و این امر باعث شد انعطاف بیشتری برای تولیدات مورد نیاز بازار به وجود بیاید. برش پلاسما هنوز دارای محورهای x و y فقط بود و تنها قادر به برش الگوهای تخت و صاف بود.

قوس (Arc) برش پلاسما
پلاسما هادی جریان الکتریسته می باشد. با واردکردن انرژی الکتریکی از طریق یک الکترود (عنصر فلزی یا تنگستن)، گاز حالت خود را از دست داده و هادی الکتریسیته می گردد. با افزایش مقدار انرژی قوس پلاسمای داغ شکل می گیرد. ماشین برش پلاسما با جمع کردن (منقبض کردن) قوس ایجاد شده و فشردن آن از طریق یک محیط متمرکز (یعنی نازل) این انرژی نیرومند را کنترل می نماید.با افزایش فشار هوا و افزایش شدت ولتاژ، قوس داغ تر شده و قابلیت بریدن فلزات ضخیم تر با حداقل تمیزکاری لازم را پیدا می کند.
با یک منبع نیرو، ترچ یا مشعل پلاسما، هوای فشرده، نیروی الکتریکی و الکترودهای مناسب، ماشین های پلاسما توانایی برش سریع و دقیق هرگونه فلز مانند آلومینیوم, فولاد ضدزنگ, برنج و مس را با ضخامت بیش از 5 سانتیمتر دارا می باشند. در برش پلاسما نیاز به گرم کردن اولیه قطعه وجود ندارد. پلاسما عرض برش باریکی را ایجاد می نماید. در برش پلاسما ناحیه کوچکی از قطعه تحت تاثیر حرارت قرار می گیرد که این از تابیدن قطعه جلوگیری می کند. برش پلاسما بیشتر برای برش قطعات فلزی با ضخامت کم (تا 2 اینچ) استفاده می شود.
| 🔔 حتما بخوانید: برش واترجت چیست؟ |
مزایای برش پلاسما
- برش پلاسما روی هر نوع فلز رسانا، فولاد نرم، آلومینیوم، استنلس استیل و… می تواند انجام گردد.
- می توان برای رفع مشکل دقت دستگاه های هوابرش از برش پلاسما CNC استفاده نمود. در مورد فلزات غیر آهنی حداکثر عمق برش یک اینچ است.
- از دیگر مزایای این روش می توان به عدم نیاز به مهارت اپراتور اشاره کرد (نسبت به هوابرش).
- در هوابرش اگر سرعت پیشروی مناسب انتخاب نگردد ممکن می باشد که باعث اکسید شدن قطعه کار شود.
- اما در مورد CNC برش پلاسما انتخاب پیشروی نامناسب تأثیر کمتری روی قطعه کار دارد. مزیت دیگر کیفیت لبه های برش در CNC برش پلاسما می باشد که در بعضی موارد با این روش می توان دیواره ی براق و با کیفیت سطح بالا را به دست آورد.

معایب برش پلاسما
- برش پلاسما CNC بسیار گران و پر هزینه می باشد و نیاز به مصرف برق بالایی می باشد.
- محدودیت عمق برش نیز در این روش بیشتر از هوابرش می باشد.
- برش پلاسما برای فولاد ایده آل نمی باشد.
- به دلیل رفع مشکل حرارت و دمای بالایی که بر روی نازل برش هست، در صنعت CNC برش پلاسمای زیر آب وارد صنعت شد. در این تیپ دستگاه ها به دلیل وجود گازهای واکنشی در زیر آب و عدم انفجار، آبِ سیستم به طور مستمر در جریان می باشد تا گازهای واکنشی آزاد شوند و خطر انفجار به حداقل خود برسد.
نکات ضروری
پلاسما گازی بسیار سمی تولید می نماید. بنابراین الزامی می باشد که به روشی بهینه این گاز از محیط خارج شود. یک روش استفاده از میزهای مکنده دود می باشد. این میزها به چند قسمت تقسیم می شود و دستگاه در هر قسمت که کار می کند دریچه های آن قسمت باز می گردد و دود با استفاده از فن های مکنده خارج می شود. روش دیگر استفاده از یک هود در بالای دستگاه یا بالای تورچ برش می باشد. حتما باید از عینک محافظ چشم استفاده شود.
- در برش پلاسما به ویژه در ضخامت های بالا انتهای پایین برش هلالی می شود.
- برش پلاسما بسیار آلوده می باشد. (به دلیل ایجاد بخارات فلز و گاز ازت)
- برای خرید دستگاه هایی که ضخامت های بالا را برش بزنند سرمایه اولیه بسیار بالایی نیاز می باشد.
- نیاز به تعمیرات و نگهداری بالایی دارد.
- ایجاد امواج زیر صوت که برای انسان خطرناک می باشد
قیمت برش پلاسما
قیمت برش پلاسما با توجه به اندازه برش و متریالی که مورد استفاده قرار می گیرد متفاوت می باشد.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
سلام
من یک دستگاه برش پلاسما با بهترین دقت وکیفیت سطح میخوام
لطفا راهنمایی کنید
ممنون