

در این بخش روش های بازرسی جوش به تفکیک هر روش دارای مطالب کاربردی جهت استفاده بازرسان جوش به شرح ذیل آمده است .
روش بازرسی چشمی ( VT )
این بخش ابتدا مقدمه ای بر بازرسی چشمی (VT) دارد . سایر بخشهای آن به شرح ذیل میباشد :
– بازرسی قیل از عملیات جوشکاری
– بازرسی حین عملیات جوشکاری
– بازرسی بعد از عملیات جوشکاری
– تجهیزات بازرسی
– ایمنی بازرس
– ناپیوستگیها و عیوب جوش
در بسیاری از برنامه های تدوین شده توسط سازنده جهت کنترل کیفیت جوش محصولات سازه ای در مهندسی عمران، از آزمون چشمی (Visual Test که باختصار VT نیز گفته می شود) به عنوان اولین تست و یا در بعضی موارد به عنوان تنها متد ارزیابی بازرسی فنی جوش، استفاده می شود. اگر آزمون چشمی در جوشکاری و اتصالات جوشی بطور مناسب اعمال شود، ابزار ارزشمندی می تواند واقع گردد. بعلاوه یافتن محل عیوب سطحی جوش، بازرسی چشمی می تواند بعنوان تکنیک فوق العاده کنترل پروسه برای کمک در شناسایی مسائل و مشکلات ما بعد از ساخت بکار گرفته شود. آزمون چشمی روشی برای شناسایی نواقص و معایب سطحی جوش در سازه می باشد. نتیجه حاصل شده، هر برنامه کنترل کیفیت که شامل بازرسی چشمی می باشد، باید محتوی یک سری آزمایشات متوالی انجام شده در طول تمام مراحل کاری جوش در ساخت سازه باشد. بدین گونه بازرسی چشمی سطوح معیوب جوشکاری شده که در مراحل ساخت اتفاق می افتد، میسر می شود.
کشف و تعمیر این عیوب در زمان فوق، کاهش هزینه قابل توجهی را در بر خواهد داشت. بطوری که نشان داده شده است بسیاری از عیوبی که بعدها با روش های تست های پیشرفته تری کشف می شوند، با برنامه بازرسی چشمی قبل، حین و بعد از عملیات جوشکاری به راحتی قابل کشف می باشند. سازندگان فواید یک سیستم کیفیتی که بازرسی چشمی منظمی داشته است را بخوبی درک کرده اند. میزان تاثیر بازرسی چشمی جوش هنگامی بهتر می شود که یک سیستمی تمام مراحل پروسه جوشکاری (قبل، حین و بعد از جوشکاری) را بپوشاند و نهادینه شود.
بازرسی به روش میعات نافذ (PT)
این بخش بازرسی جوش و پیدا کردن عیوب سطحی جوش با استفاده از تست مایعات نافذ را مورد بررسی قرار میدهد و دارای بخشهای ذیل میباشد :
– مراحل تست مایع نافذ
– ویژگیهای مایعات نافذ
– ویژگیهای مایع آشکارساز
– کاربرد تست مایعات نافذ
– لغات و اصطلاحات تست مایعات نافذ (PT)
– روشهای تست مایعات نافذ
– انواع آشکارسازها
– معیارهای پذیرش یاعدم پذیرش قطعات
– عیوب جوش در بازرسی به روش مایعات نافذ (PT)
– تاریخچه آزمون مایعات نافذ (pt)
بازرسی بامایعات نافذ به نیمه دوم قرن نوزدهم میلادی برمیگردد,درابتدا شیوه گچ ونفت برای آشکار سازی ترکها درقطعات بکار می رفت.ازسال 1930 به بعداین روش درراه آهن دربرسی چرخها ی لوکوموتیوجهت پیداکردن ترک استفاده می شده که مراحل آن به شرح زیر است:
– پاکسازی چرخها- نگه داری درنفت سفید به مدت 30 دقیقه
– تمیزکردن چرخها
– پوشش دادن سطح توسط گچ
– چرخاندن یاوارد کردن ضرباتی به چرخ
– خروج نفت وتیره شدن لایه گچی
– بررسی سطح برای مشاهده وثبت نتا یج
– تمیزکاری نها یی
– اساس این بازرسی برپایه خاصیت مویینگیcapillary Action استوار است بدین گونه که ملکولهای مایع ( همچون آب )تمایل زیادی به چسبیده شدن به ملکولهای غیرهم جنس رادارند.هرچه دیواره مورد نظرباریک تر باشد میل نفوذ مایع وبالا رفتن ازدرون ستون لوله بیشتر میشود.
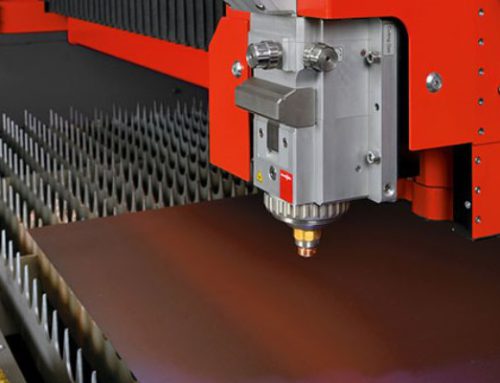
بازرسی جوش به روش التراسونیک ( UT)
این بخش بازرسی جوش به روش امواج التراسونیک را مورد بررسی قرار میدهد و دارای بخشهای ذیل میباشد :
– آلتراسونیک
– تاریخچه آلتراسونیک
– خلاصه روش آلتراسونیک
– مزایای استفاده از روش التراسونیک نسبت به روش رادیو گرافی
– امواج آلتراسونیک
– تکنیک های تست آلتراسونیک
– انواع پراب
– روشهای بازرسی آلتراسونیک
– انواع دستگاههای التراسونیک بر اساس نوع صفحه نمایشگر
– کالیبراسیون دستگاه
– تست تورق
– مراحل تست جوش بر اساس استاندارد ASME Sec v , vш
– عیوب جوش نفوذی در آلتراسونیک
مزایای روش Ultrasonic :
1. با استفادهاز این روش زیر سطح و داخل جوش و عمق ریشه شیار قابل شناسایی می باشد .
2.قابل انتقال در هرموقعیت سازه جهت تست می باشد .
3. دقت کار بالا است .
4. نوع ، ابعاد و موقعیت عیب قابل شناسایی است .
معایب روش Ultrasonic :
1. گران بودن تجهیزات و دستگاه
2. مهارت اپراتور باید زیاد باشد و نیاز به آموزش های خاص دارد .
3. تمیز بودن و صاف بودن سطح محل آزمایش مهم است و در دقت کار اثر دارد .(بایستی محل آزمایش سنگ زده شود و از گریس یا روغن برای پر کردن ناهمواری ها و انتقال امواج صوتی استفاده شود)
4. عیوبی که در راستای جهت انتشار امواج هستند با این روش به خوبی آشکار نمی شوند .
عیوبی که می توان با بازرسی التراسونیک تشخیص داد عبارتند از :
1. خلل و فرج
2. ترک
3. سرباره محبوس شده
4. نفوذ ناقص و ذوب ناقص
5. خوردگی کنار جوش (ریشه undercut )
6. ضخامت جوش یا قطعه کار
بازرسی به روش ذرات مغناطیسی (MT)
از روش بازرسی با ذرات مغناطیسی برای بررسی نقصهای سطحی و برخی نقصهای زیر سطحی در مواد فرومغناطیس استفاده میشود. عیوب و نقصهایی نظیر ترکها، ذرات سرباره محبوس شده و یا خلل و فرجهای موجود در قطعه باعث ایجاد ناپیوستگی مغناطیسی شده و در صورت القای یک میدان مغناطیسی به قطعه، این ناپیوستگیها موجب تشکیل قطبهای مغناطیسی یا اعوجاج میدان در آن ناحیه شده و اصطلاحاً یک میدان نشتی در بالای سطح قطعه تشکیل می شود .
این وضعیت میتواند توسط ذرات مغناطیسی دید پذیر شود، به طوری که ذرات مغناطیسی در اطراف عیب تجمع کرده و به این ترتیب شکل، موقیعت و اندازه عیب مشخص میگردد.
این بخش آزمون غیرمخرب ذرات مغناطیسی جهت ردیابی عیوب سـطحی و نزدیک به سطح در مواد فرومغناطیـسی ماننـد فولادهـای کربنـی، برخی از فولادهای آلیا ژی و چدن را مورد بررسی قرار میدهد و دارای بخشهای ذیل میباشد
– کلیات آزمونMT
– تمیز کاری قطعه
– بازرسی روش پیوسته
– بازرسی روش پسماند
– بازرسی خط جوش با Yoke و gage Pie
– روش ShotHead
– Central Conductor
– Prod
– مراحل حذف مغناطیس پسماند
– استانداردهای معمول درآزمون ذرات مغناطیسی
بازرسی جوش به روش رادیوگرافی ( RT)
پرتونگاری یکی از کاربردیترین روشهای بازرسی میباشد. در این روش از پرتوهای xوγ برای شناسایی عیوب درون قطعه استفاده میشود. پرتوهای x و γ دارای طول موجهای بسیار کوتاه هستند و به همین دلیل انرژی بسیار زیادی داشته و قدرت نفوذ و عبور از درون قطعه را دارند. عبور این پرتوها از هر محیطی همراه با تضعیف و جذب قسمتی از آن توسط محیط است. میزان تضعیف تحت تاثیر چندین عامل است که شامل چگالی و ساختار محیط و همچنین نوع، شدت و انرژی فوتون پرتو خواهد بود اساس این روش تغییر ضریب جذب و تغییر در میزان اشعه عبوری از قسمتهای سالم و معیوب قطعه است. وجود هرگونه عیب که دارای چگالی متفاوتی با قطعه باشد باعث کاهش یا افزایش میزان اشعه عبوری از قطعه میشود. با استفاده از فیلم پرتونگاری این پرتوها ثبت شده و پس از ظهور فیلم میتوان به تفسیر عیوب پرداخت.
– این بخش بازرسی رادیوگرافی روشی از آزمایشات غیر مخرب می باشد که توسط تشعشعات رادیواکتیو یا پرتو ایکس ساختار داخلی قطعات مورد آزمایش را نمایان می سازد و دارای بخشهای ذیل میباشد .
– اساس بازرسی رادیوگرافی
– اصول رادیو گرافی
– معرفی روش
– عناصر اصلی در آزمون رادیوگرافی
– مزیت ها و محدودیت های روش رادیوگرافی
– اصول پرتو نگاری
– تجهیزات رادیوگرافی صنعتی
– مشاهده و تفسیر عکسهای رادیوگرافی
– مراحل ظهور فیلم
– برخی موارد تست
– بررسی عیوب جوش به کمک تصاویر رادیوگرافی



{kind=link}
{kind=link}
{kind=link}
{kind=link}
ثبت ديدگاه